После того, как мы получаем детали, клиенты часто просят нас о литье алюминия под давлением или экструзии алюминия. Иногда мы не знаем, должна ли алюминиевая деталь быть отлита под давлением или экструдирована. Я не понимаю разницы между этими двумя видами обработки. Сегодня мы поговорим о разнице между литьем под давлением и экструзией. Кликните сюда выберите лучший корпус, чтобы проверить экструдированный корпус и корпус для литья под давлением в реальности.
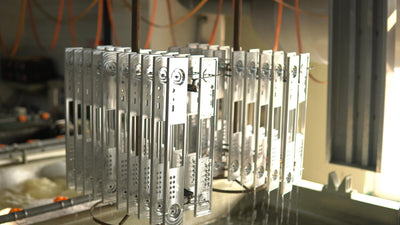
Обработка промышленных алюминиевых профилей распространена, например: алюминий для сборочных линий, алюминий для рассеивания тепла и т. Д. Он использует процесс экструзионного формования, то есть после того, как сырьевые материалы, такие как алюминиевые слитки, расплавляются в печи, они выдавливаются через экструдер в форму для вытекания и формирования. Также может экструдировать алюминиевые профили различного сечения.
По внешнему виду обработки промышленные алюминиевые профили делятся на блестящие и матовые. В процессе обработки используется анодирование, и домен обработка поверхностей оксидная пленка достигает толщины 0.12 м/м.
Толщина стенки обработки алюминиевого профиля выбирается путем оптимизации конструкции изделия. Это не толще, тем лучше на рынке. Он должен быть спроектирован в соответствии с требованиями структуры поперечного сечения. Он может варьироваться от 0.5 мм до 5 мм. Убеждение непрофессионала, что толще и жестче, на самом деле является заблуждением.
Качество обработки поверхности алюминиевого профиля также имеет трудноустранимые дефекты: коробление, деформация, черные линии, выпукло-вогнутые и белые линии.

Те, у кого высокий уровень дизайнеров и разумный дизайн пресс-формы и производственный процесс, могут избежать вышеуказанных дефектов. Проверка дефектов должна выполняться в соответствии с методами проверки, предусмотренными государством, то есть визуальное расстояние составляет 40 ~ 50 см для определения дефектов.
Хотя обработка алюминиевых профилей имеет множество преимуществ, она имеет и некоторые недостатки: неокисленный алюминий легко "ржавеет", что приводит к снижению работоспособности, а его продольная прочность несопоставима с прочностью изделий из железа. Гальванический слой легко поцарапать. Стоимость высокая, примерно в 3-4 раза превышает стоимость изделий из железа.
По сравнению с методами обработки литья под давлением алюминиевых сплавов и алюминиевых профилей используемое оборудование отличается. Его сырьем являются алюминиевые слитки (чистота около 92%) и легированные материалы., которые плавятся в печи и поступают в машину для литья под давлением для формования.

Форма литых под давлением алюминиевых изделий может быть выполнена в виде игрушек с различной формой, удобной для соединения в различных направлениях. Кроме того, он обладает высокой твердостью и прочностью и может смешиваться с цинком для образования цинко-алюминиевых сплавов.. Изделия из литого под давлением алюминия отливают по форме без распиловки.
Если вы хотите узнать больше информации из другого блога, пожалуйста, не стесняйтесь кликни здесь.