Что такое анодирование алюминиевого корпуса?
При изготовлении алюминиевого корпуса это включает в себя изготовление чертежа, механическую обработку (резка сырья, фаска, нарезание резьбы, полировка)
обработка поверхности (полировка и анодирование), упаковка и т. д.
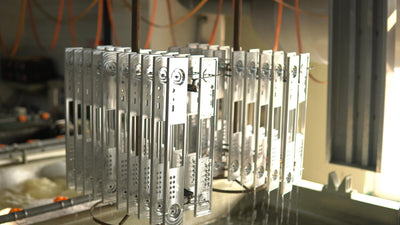
Сегодня речь пойдет об обработке анодированием при изготовлении экструдированного алюминиевого корпуса.
Принцип окисления: процесс электризации алюминиевого сплава в качестве анода и электролита в качестве катода и постепенное образование оксидной пленки на поверхности алюминиевого сплава под действием электронов.
Несколько факторов, влияющих на формирование оксидной пленки: материал, ток, температура, концентрация, время, эти пять факторов являются ключевыми факторами, которые непосредственно определяют конечное качество оксидной пленки.
Основным компонентом оксидной пленки является оксид алюминия, представляющий собой сотовую микропористую структуру, которая может адсорбировать молекулы красителя в порах, что является принципом окрашивания.
Особенности оксидной пленки: высокая твердость, коррозионная стойкость, изоляция, возможность окрашивания.
Весь процесс окисления делится на четыре части: предварительная обработка, окисление, окрашивание и постобработка.
Предварительная обработка: обезжиривание, промывка водой, травление щелочью (удаление оксидной пленки), химическая полировка (повышение яркости).
Окисление: как указано выше
Крашение: делится на адсорбционное окрашивание и электролитическое окрашивание. Адсорбционная окраска делится на монохромную и колеровочную. Молекулы красителя проникают в микропоры оксидной пленки, и краситель будет претерпевать переходы электронных уровней энергии под действием сильных длин волн, таких как ультрафиолетовые лучи, тем самым изменяя цветовую систему и вызывая существенное обесцвечивание. или обесцвечивание. Электролитическое окрашивание требует электричества, но не используемого красителя, а электролита, который не выгорает.
Последующая обработка: в основном герметизация, герметизация - это процесс, в котором оксид алюминия вступает в реакцию с водой и другими добавками с образованием объекта в гелеобразном состоянии и заполнением микропор оксидной пленки.

Три степени окисления, пассивация, анодирование, жесткое окисление.
пассивация также проводящее окисление, которое не требует электричества и не является электрохимической реакцией. Оксидная пленка обычно составляет от 1 до 3 микрон. Слой оксидной пленки образуется путем пропитки алюминиевого сплава сильным окислителем. Этот слой оксидной пленки очень тонкий, поэтому он может проводить электричество. Точно так же сам алюминиевый сплав образует оксидную пленку в естественной среде, что является реакцией с кислородом, и эта оксидная пленка тоньше. Пассив не может быть окрашен, потому что оксидная пленка не имеет условий для окрашивания. Подойдет только проводящий желтый цвет, светлый цвет с очень маленькими молекулами красителя.
Это наш обычный процесс, оксидная пленка составляет 5-20 микрон. Различные продукты требуют разной толщины оксидной пленки. Чем толще оксидная пленка, тем выше твердость, лучше коррозионная стойкость и тем хуже окрашивание.
Наша серебристо-белая оксидная пленка обычно составляет 8-10 микрон, и серебристо-белую оксидную пленку не нужно красить, а время окисления составляет 20 минут.
Черная оксидная пленка обычно составляет 15-18 микрон, окрашивается после окисления, а время окисления составляет 60 минут.
Только когда оксидная пленка толстая и поры глубокие, краситель может впитаться в достаточном количестве, иначе он будет черным, но не черным. Цвет не глубокий. Поэтому стоимость темного цвета выше, чем у светлого, в основном за счет времени и других затрат, приносимых временем.
Суть та же, что и в анодном окислении, но только за счет контроля этих факторов, чтобы поверхность алюминиевого сплава могла непрерывно генерировать ток, а непрерывная генерация тока могла продолжать образовывать оксидную пленку.
Твердая оксидная пленка обычно составляет от 25 до 100 микрон. Он имеет высокую твердость и не может быть окрашен. Он может быть выполнен только в темных тонах. Чем толще оксидная пленка, тем она желтее.
Чем толще оксидная пленка, тем хуже проводимость, и чем меньше ток, оксидная пленка не будет образовываться, поэтому напряжение необходимо постоянно повышать.
Чем выше температура, тем быстрее растворяется оксидная пленка, поэтому температуру следует контролировать ниже 5 градусов Цельсия.
Чем выше концентрация, тем быстрее растворяется оксидная пленка, поэтому концентрацию следует контролировать.
Для увеличения твердости оксидной пленки вместо серной кислоты можно использовать щавелевую кислоту.
Atvantage анодирования алюминиевого корпуса?
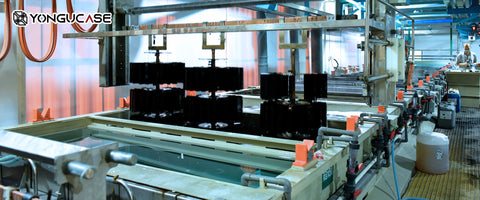
Анодирование – это обработка поверхности алюминия, которая повышает его устойчивость к коррозии и износу. Это электрохимический процесс, при котором алюминиевый корпус погружают в ванну с кислым электролитом и пропускают через него электрический ток. Это приводит к образованию твердого, прочного и защитного оксидного слоя на поверхности корпуса.
Анодирование алюминиевых корпусов распространено в отраслях, где используются алюминиевые изделия, таких как строительство, автомобилестроение и аэрокосмическая промышленность. Это потому, что алюминий легкий, прочный и универсальный. Однако со временем он может подвергаться коррозии под воздействием влаги и других факторов окружающей среды. Анодирование помогает предотвратить это, создавая барьер между алюминием и окружающей средой. Этот барьерный слой является неотъемлемой частью металла и не может отслаиваться или отслаиваться.
Принцип анодирования алюминиевых корпусов прост. Алюминиевый корпус служит положительно заряженным анодом, а ванна с кислым электролитом — отрицательно заряженным катодом. Через электролит пропускают постоянный ток, что вызывает окисление поверхности корпуса. Образующийся оксид алюминия является твердым, прочным и липким.
Одним из основных преимуществ анодирования алюминиевых корпусов является его повышенная коррозионная стойкость. Поскольку оксидный слой составляет неотъемлемую часть металла, он предотвращает точечную и другие формы коррозии, которые могут ослабить металл и нарушить его целостность. Анодирование также улучшает твердость поверхности и сопротивление истиранию алюминиевых корпусов.
Таким образом, анодирование алюминиевых корпусов является эффективным способом защиты алюминиевых изделий от коррозии и износа. Это улучшает прочность металла, твердость и чистоту поверхности. Создавая барьер между алюминием и окружающей средой, анодирование помогает продлить срок службы изделия и снизить затраты на техническое обслуживание.
Анодирование алюминия — это процесс обработки поверхности, который включает использование анодного окисления для увеличения толщины слоя естественного оксида на поверхности металла. Этот процесс проводится для улучшения поверхностных свойств алюминия, таких как долговечность, коррозионная стойкость и эстетическая привлекательность.
Процесс анодирования алюминия включает погружение алюминиевого изделия в раствор электролита и подачу электрического тока. Благодаря этому процессу алюминиевая поверхность интегрируется с раствором. В результате получается более толстый и прочный оксидный слой, который обеспечивает превосходный барьер против внешних элементов.
Анодирование алюминиевого корпуса — это процесс обработки поверхности, который включает создание защитного слоя на поверхности алюминиевого корпуса. Процесс включает в себя погружение алюминиевого корпуса в раствор электролита и пропускание через него тока.
Во время процесса поверхность алюминия соединяется с кислородом, образуя оксид алюминия, который образует твердый защитный слой, устойчивый к коррозии и повреждениям от внешних факторов, таких как влага, тепло и химические вещества. Толщина анодированного слоя может варьироваться в зависимости от требуемого применения.
Анодирование является популярным процессом обработки поверхности алюминиевых корпусов из-за его превосходной коррозионной стойкости и высокой прочности. Он широко используется в различных отраслях промышленности, в том числе в автомобильной, аэрокосмической, электронной и строительной.